Motorbacs Technology Center didirikan pada April 2022 dan saat ini terdiri dari lebih dari 80 tenaga profesional. Pusat ini terbagi menjadi dua divisi utama: Departemen Proyek (Project Department) dan Departemen Teknologi Rekayasa (Engineering Technology Department).
Departemen Proyek mencakup Seksi Tinjauan Proyek, Seksi Pengembangan Proyek Baru, Seksi Proyek Produksi Massal, dan Seksi Pengembangan Pemasok. Departemen Teknologi Rekayasa terdiri dari Seksi Pemodelan & Analisis, Seksi Teknologi Tooling & Mold, Seksi Tooling & Fixture, Seksi Perencanaan Lini Produksi, Seksi Teknik Manufaktur, Seksi Seksi Pengujian & Laboratorium.Implementasi Proses & Biaya Standar, serta
Technology Center ini mengintegrasikan berbagai fungsi inti, termasuk desain produk, simulasi, dan pengembangan prototipe; desain, simulasi, dan manufaktur tooling; desain, simulasi, dan implementasi lini produksi; pengembangan proyek baru; manajemen proyek produksi massal; pemantauan proyek; manajemen biaya; dan pengembangan sumber daya. Pusatini berfungsi sebagai hub inovasi komprehensif dan menjadi mesin utama bagi pengembangan dan kemajuan yang berkelanjutan.




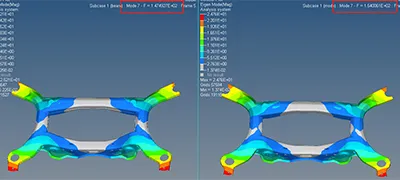
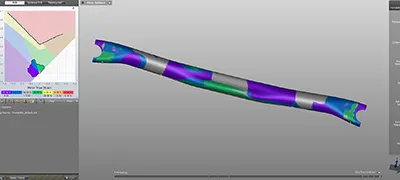
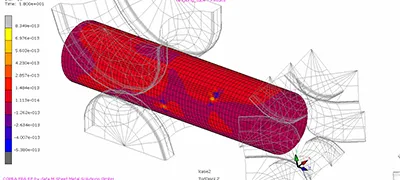
Kami memiliki tim berpengalaman yang terdiri dari insinyur desain tooling dan checking fixture profesional. Hingga saat ini, lebih dari dua ratus set cetakan dan checking fixture telah dirancang untuk proyek torsion beam dan trailing arm chassis. Tim ini mahir dalam analisis CAE, perangkat lunak pemodelan 3D, serta teknologi desain permukaan tingkat lanjut. Kapabilitas manufaktur tooling internal saat ini mencakup tiga pusat machining gantry, dua pusat machining milling kecepatan tinggi, dua puluh empat pusat machining vertikal, empat CNC lathe, dan tiga mesin wire-cutting. Dengan sumber daya ini, seluruh pekerjaan pemrosesan dan pembuatan tooling serta fixture dapat diselesaikan secara internal, kecuali heat treatment dan machining lima-sumbu.