Komponen Subframe Hydroformed
Komponen tubular hydroformed untuk subframe dan sistem chassis otomotif

Tabung hydroformed ini merupakan bagian penting dari chassis kendaraan. Dengan membentuk tabung menggunakan tekanan hidrolik internal, struktur menjadi lebih ringan namun tetap cukup kuat untuk menahan beban yang dibutuhkan oleh chassis mobil.
- Diameter tabung Ø45–Ø160 mm
- Panjang hingga 2400 mm
- Ketebalan dinding 1.8–7.5 mm
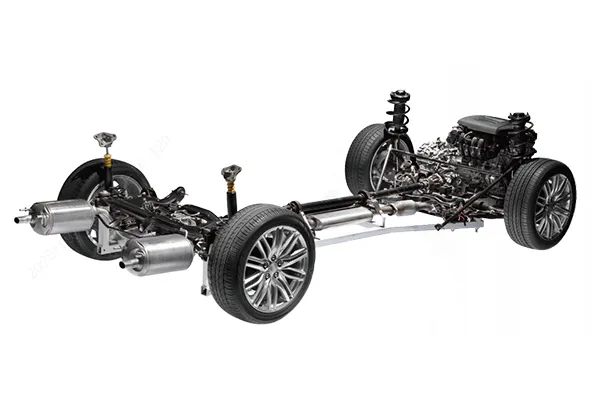
- Struktur satu bagian terintegrasi: Tabung subframe hydroformed biasanya dibentuk sebagai satu struktur tunggal yang menggabungkan anggota longitudinal kiri dan kanan dengan cross member belakang. Pada beberapa desain, cross member depan serta braket mounting ke body ditambahkan dengan pengelasan untuk menyempurnakan rangka. Jumlah komponen terpisah dan titik las yang lebih sedikit meningkatkan integritas struktural secara keseluruhan serta keandalan komponen.
- Parameter tabung yang dioptimalkan: Diameter tabung dan ketebalan dinding disesuaikan sesuai beban yang harus ditanggung komponen. Dengan teknologi hydroforming variable cross-section, tabung dapat diperkuat hanya pada area yang membutuhkan kekuatan ekstra, sementara bagian lainnya tetap ringan. Pendekatan ini menciptakan keseimbangan optimal antara kekuatan dan kekakuan selama penggunaan kendaraan.












Tabung subframe hydroformed banyak digunakan dalam manufaktur kendaraan modern, terutama pada model kelas menengah hingga premium. Semakin banyak pabrikan otomotif yang mengadopsi teknologi ini untuk meningkatkan performa kendaraan, kualitas berkendara (ride quality), serta kualitas rakitan secara keseluruhan. Tabung subframe hydroformed digunakan pada kendaraan dari:
- BYD: Tang, Song, Yuan, Han, Qin, Dolphin, Seal, Sea Lion, Frigate, Denza, Yangwang, Fangchengbao
- GAC: GS3, GS8, AION V, Trumpchi E8
- Wuling: Baojun 510, Hongguang PLUS, Bingo
- Great Wall: Haval H6 (Guochao Edition), ORA Good Cat
- SAIC: i5, IMAX8, Century, Roewe RX5, MG7, MG EZS, Rising R7, Rising F7
- GM: Cadillac, Buick E4, Buick E5
- Geely: Xingyue L
- Pengurangan berat yang signifikan:
Menggantikan proses stamping lembaran logam dan pengelasan dengan tube hydroforming dapat mengurangi berat total subframe lebih dari 20%. Hal ini membantu meningkatkan performa kendaraan, menurunkan konsumsi bahan bakar, serta mengurangi emisi. - Biaya keseluruhan yang lebih rendah:
Subframe hydroformed menggunakan lebih sedikit komponen dan perkakas dibandingkan desain stamped dan welded, sehingga mengurangi biaya tooling, pekerjaan machining, serta tenaga kerja pengelasan. Selain itu, jumlah komponen dan cetakan yang lebih sedikit menyederhanakan pengelolaan BOM, mengurangi biaya manajemen material dan tooling, menghilangkan operasi pengelasan, menghindari distorsi akibat pengelasan, serta menurunkan biaya terkait kualitas. Penghapusan stasiun pengelasan juga mengurangi investasi peralatan dan biaya aset secara keseluruhan. - Kekuatan dan kekakuan tinggi:
Struktur tubular hydroformed satu bagian menawarkan kekuatan dan kekakuan yang lebih tinggi, memungkinkan gaya dan momen ditransfer secara lebih efisien antara roda dan bodi kendaraan. Hal ini meningkatkan stabilitas handling, kenyamanan berkendara, serta keselamatan kendaraan pada situasi tabrakan. - Fleksibilitas desain dan pengemasan:
Tabung hydroformed dapat dibentuk sesuai tata letak chassis dan kebutuhan desain, memungkinkan pembuatan bentuk kompleks sekaligus memanfaatkan ruang secara lebih efisien. Fleksibilitas desain tambahan ini membantu mengoptimalkan struktur chassis secara keseluruhan.
- Keahlian Teknis:
Kami telah berpengalaman lebih dari 10 tahun di bidang tube hydroforming dan diakui sebagai perusahaan “Little Giant” Spesialisasi dan Inovasi tingkat nasional. Kami memiliki 97 paten, termasuk 43 paten penemuan dan 1 paten PCT. Teknik pemrosesan tabung kami telah tersertifikasi IATF 16949. Akurasi pembentukan mencapai level internasional tingkat lanjut, dengan tingkat penipisan ekspansi ≤15% dan kerataan permukaan referensi dalam 0,15 mm. Peralatan tube hydroforming yang kami kembangkan sendiri memiliki biaya sekitar sepertiga dari sistem hydroforming impor, namun memberikan performa yang setara. - Kapasitas Produksi dan Efisiensi:
Hingga tahun 2024, produksi telah mencapai sekitar 10 juta tabung chassis hydroformed per tahun. Komponen ini digunakan pada sekitar 4,3 juta kendaraan, yang memberikan pangsa pasar global kami sekitar 16%. Di lokasi Anhui, 15 lini produksi otomatis beroperasi dengan sistem MES dan smart warehousing, dengan tingkat yield tetap di atas 99% pada produksi reguler. - Rantai Industri Terintegrasi:
Kami menangani pengembangan produk, peralatan lini produksi lengkap, serta sistem kontrol CNC secara internal, termasuk tube bending dan hydroforming. Peralatan kami sendiri mampu beroperasi pada tekanan hingga 400 MPa dengan akurasi kontrol ±0,5 MPa. Dengan kerjasama erat bersama produsen baja seperti Baosteel dan memiliki pusat tooling internal, kami dapat merespons kebutuhan tooling dalam waktu 72 jam. Umur tooling sekitar 50% lebih panjang dari rata-rata industri, dan integrasi multi-proses membantu mengurangi biaya logistik internal. - Keberadaan Pasar dan Keberlanjutan:
Produk kami dipasok ke OEM ternama seperti BYD, Volkswagen, GM, dan NIO, serta mendapatkan pengakuan kuat dari pelanggan pada tahun 2024. Dengan basis produksi di Ningbo dan Anhui, peralatan serta proses kami mengurangi panjang pengelasan hingga 20 juta meter per tahun, yang setara dengan pengurangan emisi CO₂ sebanyak 400.000 ton setiap tahunnya.

Tahap Tube bending
Tabung lurus dibengkokkan menjadi bentuk yang dibutuhkan menggunakan mesin pembengkok tabung (tube bending machine). Penipisan dinding (wall thinning) dijaga dalam batas maksimal 10% untuk memastikan tabung siap memasuki tahap pembentukan selanjutnya.

Tahap Pre-forming
Metode pembentukan konvensional digunakan untuk membentuk tabung lebih lanjut, menciptakan kontur dasar yang diperlukan sebelum tahap pembentukan akhir.

Tahap Hydroforming
Cairan bertekanan tinggi diterapkan di dalam tabung dengan kedua ujung yang telah disegel. Tekanan yang dikontrol memungkinkan tabung mengembang hingga mencapai bentuk akhirnya, sambil menjaga penipisan dinding (wall thinning) tetap dalam batas maksimal 15%. Proses ini memungkinkan pembentukan radius kecil serta koreksi terhadap cacat kecil yang muncul pada tahap pre-forming sebelumnya.