Tabung Baja Kekuatan Tinggi Dilas Laser (Laser Welded)
Tabung baja kekuatan tinggi untuk chassis kendaraan energi baru serta komponen struktural ringan





Tabung yang dilas laser banyak digunakan pada aplikasi roll-forming dan pengelasan berkecepatan tinggi dengan baja kekuatan tinggi ≥800 MPa: Persyaratan Inspeksi
- Deformasi minimal & presisi tinggi
Pengelasan laser pada baja kekuatan tinggi menghasilkan deformasi las yang sangat kecil, menjamin akurasi dimensi tinggi, kualitas las stabil, kekuatan sambungan tinggi, konsumsi energi rendah, serta menghilangkan kebutuhan perlakuan panas pasca-las (post-weld heat treatment). - Ringan & performa lebih tinggi untuk chassis NEV
Saat diterapkan pada chassis kendaraan energi baru (NEV), tabung baja kekuatan tinggi dilas laser dapat mencapai pengurangan berat 10–30%, sekaligus meningkatkan kekuatan, kekakuan, dan performa kelelahan (fatigue performance) sebesar 30–50%. - Permintaan terus meningkat seiring perkembangan kendaraan energi baru
Seiring dengan ekspansi permintaan global kendaraan energi baru, kebutuhan akan tabung baja kekuatan tinggi dilas laser juga akan terus tumbuh secara paralel.
Inspection Requirements
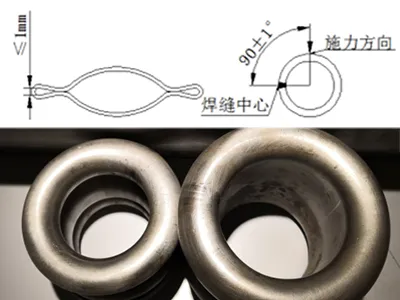
Pengujian Performa: Flattening / Flaring
- Persyaratan lolos: tidak ada sobekan atau retak pada sambungan las selama proses flanging keluar (outward flanging) pada dinding pipa.
- Jarak standar antara pelat tekan setelah flattening < 2T + 1 mm
- Persyaratan standar nasional: jarak antara pelat = 1/3 diameter luar pipa
- Pada kedua standar tersebut, sambungan las (welded seam) harus tidak menunjukkan retak, sobek, atau kegagalan las agar dinyatakan lolos (qualified).
- Untuk pengujian flaring, ambil potongan tabung sepanjang 200–300 mm, kemudian dilakukan pengujian flanging 180° menggunakan cetakan khusus (special mold).
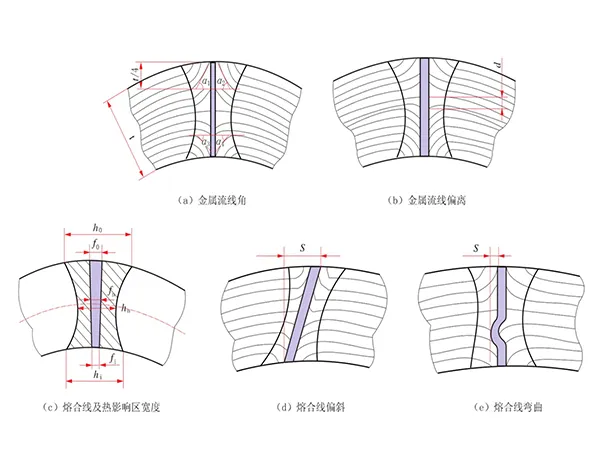
Pengujian Metalografi: Fusion Line / Garis Peleburan
- Standar Japan Nippon Steel: lebar fusion line 0,02–0,20 mm
- Standar Germany: lebar fusion line 0,02–0,12 mm
- Standar Korea PSP: lebar fusion line 0,05–0,30 mm
- Standar fusion line lebar zona las dikontrol dalam rentang 0,02–0,11 mm, diamati di bawah mikroskop pembesaran 100×

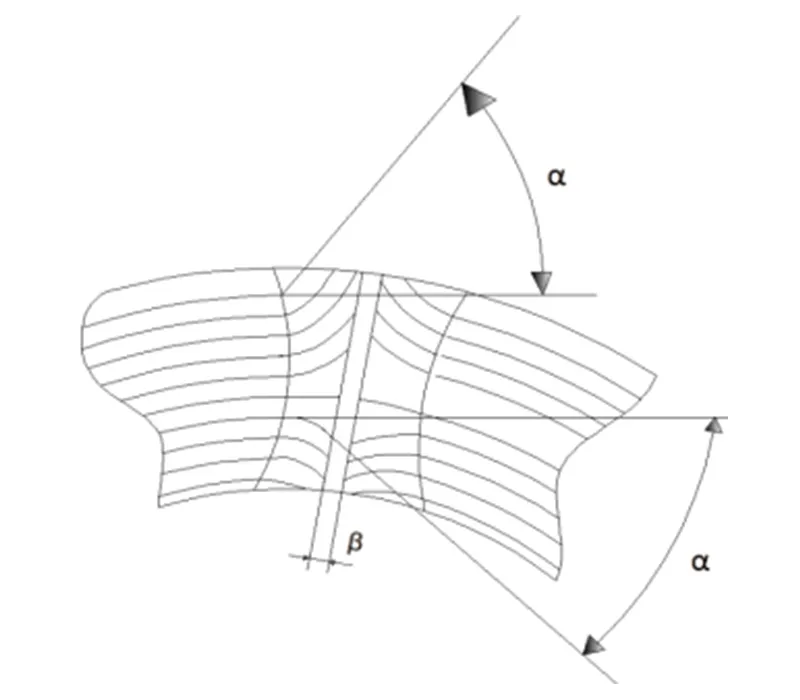
Pengujian Metalografi: Sudut Streamline
- Persyaratan Japan Nippon Steel: sudut streamline 40°–70°
- Persyaratan Germany: dinding dalam 60°, dinding luar 65° (toleransi ≤ 10°)
- Standar kontrol perusahaan: sudut streamline pada zona las dikontrol dalam rentang 50°–70°